鉸刀 螺紋底孔用鉆頭的直徑/螺紋嚙合率算出方法/切削速度和切削油
公制螺紋

推薦鉆頭直徑為原JIS2級內螺紋用。
推薦鉆頭直徑請根據鉆頭材質、形狀以及工件材料,選擇合適的直徑。
公制螺紋(使用擠壓絲錐時)

推薦鉆頭直徑為原JIS2級內螺紋用。
推薦鉆頭直徑請根據鉆頭材質、形狀以及工件材料,選擇合適的直徑。
底孔直徑因工件材料材質、硬度以及形狀尺寸等因素,其凸起量會不同,請在試加工的基礎上,選擇合適的直徑。
美制螺紋

錐管螺紋絲錐(JIS B 0203)

以接頭端面為基準,允許有效螺紋部的小直徑部螺牙為不完全螺牙時,計算值為直孔尺寸。
■標準切削速度和適用切削液
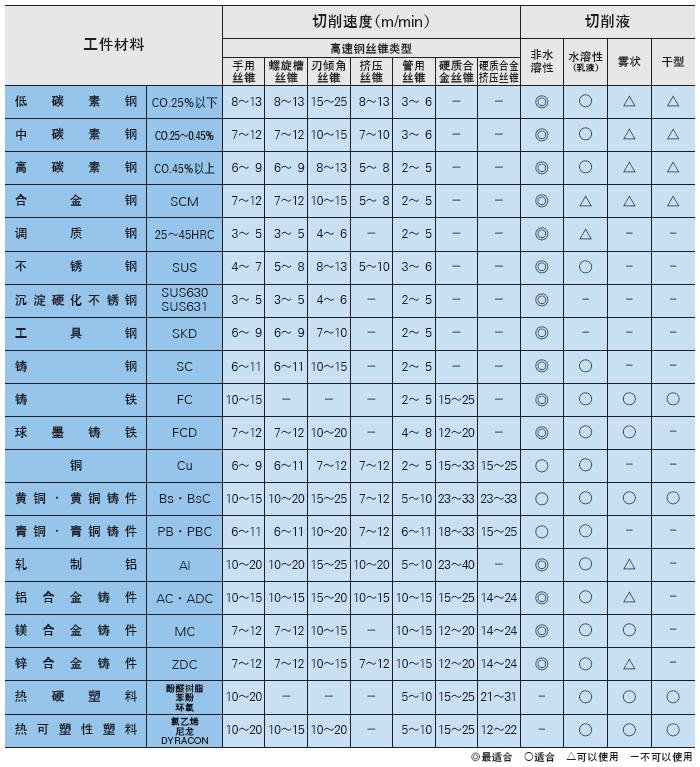
該表為一般選擇標準,應根據使用條件進行變更。
■螺紋嚙合率
外螺紋的螺紋牙與內螺紋的螺紋槽的嚙合高度和標準牙形高度的比率稱為嚙合率,公式如下。
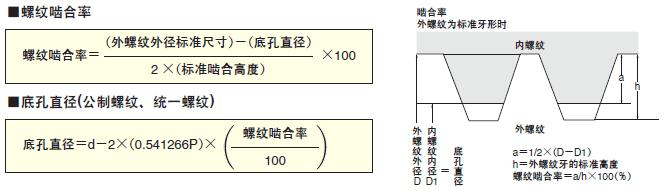
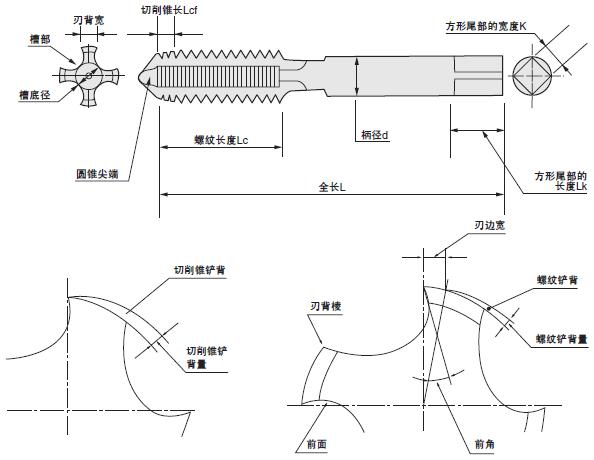
各部分名稱
螺紋加工的工具分類
|
分 類 |
用 途 |
特 點 |
|
■螺紋銑刀 |
·通孔、盲孔的螺紋切削 |
·利用加工中心的弧形切削進行加工 |
|
■擠壓絲錐 |
·通孔、盲孔的螺紋切削 |
· 利用工件的塑性對其進行擠壓加工,不易折損 |
|
■螺旋槽絲錐 |
·盲孔的螺紋切削 |
·將切屑經螺旋槽向孔的入口方向排出 |
|
■刃傾角絲錐 |
·通孔的螺紋切削 |
·將切屑向孔的出口方向排出,不堵塞且不易折損。 |
|
■手用直槽絲錐 |
·通孔、盲孔的螺紋切削 |
·刃尖強度高 |